






विवरण:
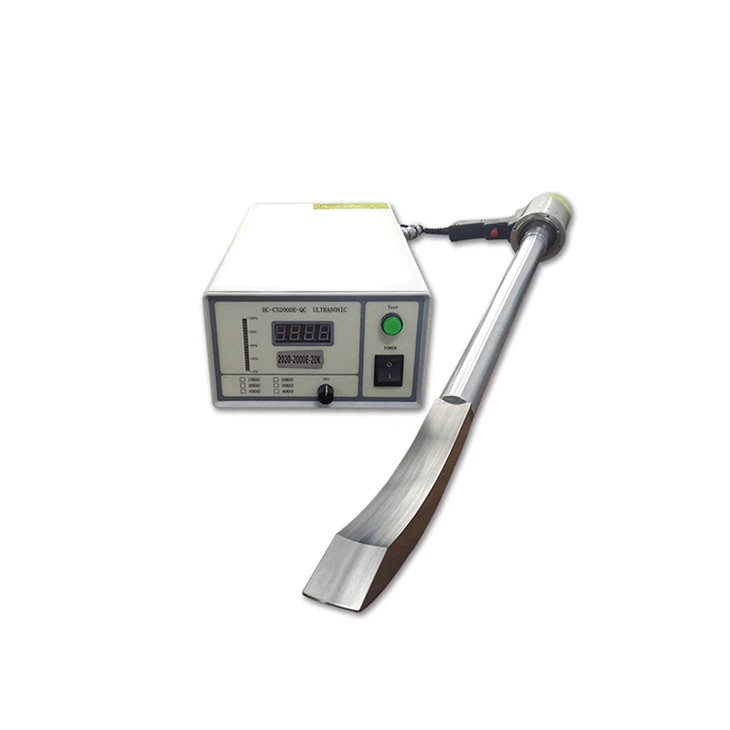
इंडियम कोटिंग मशीन (जिसे लक्ष्य वेल्डिंग मशीन के रूप में भी जाना जाता है) एक उपकरण है जिसे विशेष रूप से इंडियम सामग्रियों को कोटिंग करने के लिए डिज़ाइन किया गया है, जिसका उपयोग संबंधित सब्सट्रेट या बैकबोर्ड पर इंडियम लक्ष्य सामग्रियों को वेल्ड करने के लिए किया जाता है।
इंडियम कोटिंग मशीन का मूल कार्य सिद्धांत इंडियम सामग्री के साथ लेपित लक्ष्य सामग्री को सब्सट्रेट से जोड़ने के लिए अल्ट्रासोनिक वेल्डिंग तकनीक का उपयोग करना है। इस वेल्डिंग प्रक्रिया में आमतौर पर फ्लक्स के उपयोग की आवश्यकता नहीं होती है, लेकिन वेल्डिंग को प्राप्त करने के लिए अल्ट्रासोनिक तरंगों के कंपन और घर्षण पर निर्भर करता है।
इंडियम कोटिंग मशीनों का अनुप्रयोग मुख्य रूप से ऑप्टोइलेक्ट्रॉनिक्स, डिस्प्ले डिवाइस, पतली फिल्म सौर सेल आदि के क्षेत्रों में केंद्रित है। उनमें से, इंडियम सामग्री की कोटिंग का उपयोग आमतौर पर उपकरणों की चालकता और ऑप्टिकल गुणों को बेहतर बनाने के लिए किया जाता है। इंडियम कोटिंग मशीन की अल्ट्रासोनिक वेल्डिंग तकनीक के माध्यम से, इंडियम सामग्री और सब्सट्रेट के बीच विश्वसनीय कनेक्शन प्राप्त किया जा सकता है ताकि विशिष्ट अनुप्रयोग आवश्यकताओं को पूरा किया जा सके।
पैरामीटर:


ऑपरेशन चरण:
1. तैयारी: वेल्ड किए जाने वाले सब्सट्रेट और इंडियम लक्ष्य सामग्री की सतह को साफ करें, यह सुनिश्चित करते हुए कि सतह गंदगी, ग्रीस या ऑक्साइड से मुक्त हो।
2. सामग्री की स्थिति: वेल्ड किए जाने वाले इंडियम लक्ष्य सामग्री और सब्सट्रेट को सटीक रूप से रखें, जिससे सही वेल्डिंग स्थिति सुनिश्चित हो सके।
3. दबाव: वेल्डिंग क्षेत्र में अच्छा संपर्क सुनिश्चित करने के लिए इंडियम लक्ष्य सामग्री और सब्सट्रेट को एक साथ कसकर दबाने के लिए उचित दबाव का उपयोग करें।
4. अल्ट्रासोनिक वेल्डिंग: इंडियम कोटिंग मशीन के अल्ट्रासोनिक कंपन उपकरण द्वारा उच्च आवृत्ति वाली ध्वनि तरंगें उत्पन्न की जाती हैं और वेल्डिंग क्षेत्र में संचारित की जाती हैं। अल्ट्रासोनिक तरंगों के कंपन से सामग्री की सतह पर घर्षण और कंपन हो सकता है, जिसके परिणामस्वरूप स्थानीय तापन होता है।
5. पिघलना और फैलना: अल्ट्रासाउंड के कंपन और घर्षण के कारण, इंडियम सामग्री कोटिंग स्थानीय रूप से गर्म हो जाती है, पिघल जाती है, और फैल जाती है और सब्सट्रेट सामग्री के साथ मिलकर एक वेल्डेड जोड़ बनाती है।
6. ठंडा और ठोसकरण: अल्ट्रासोनिक कंपन को रोकने के बाद, वेल्डिंग क्षेत्र ठंडा होना शुरू हो जाता है, और पिघला हुआ इंडियम कोटिंग धीरे-धीरे एक ठोस वेल्डिंग संयुक्त बनाने के लिए जम जाता है।





प्रमाणीकरण

हमारी प्रयोगशाला


हमारी उत्पादन लाइन



पैकिंग और डिलीवरी






हमारी टीम

कंपनी प्रदर्शनी






लोकप्रिय टैग: आर्क लक्ष्य अल्ट्रासोनिक इंडियम चढ़ाना कोटिंग बाहरी ट्यूब, चीन आर्क लक्ष्य अल्ट्रासोनिक इंडियम चढ़ाना कोटिंग बाहरी ट्यूब निर्माताओं, आपूर्तिकर्ताओं, कारखाने